REINVIGORATE YOUR GREEN SPACE: THE SECRET BY BRICOUTENSILI.COM! Spring has arrived, and your garden is calling! Want...
Ultimi Articoli
-
 REINVIGORATE YOUR GREEN SPACERead more
REINVIGORATE YOUR GREEN SPACERead more -
 Become a SellerRead more
Become a SellerRead moreHAVE TOOLS YOU NO LONGER USE? TURN THEM INTO CASH NOW! Are you a hobbyist or a professional with a garage or workshop...
-
 From Hitachi to HiKOKI The Evolution of Power ToolsRead more
From Hitachi to HiKOKI The Evolution of Power ToolsRead moreThe Context: Why the change? It all began with a major financial operation in 2017. The multinational Hitachi Ltd....
-
 Essential Compendium on Ball BearingsRead more
Essential Compendium on Ball BearingsRead moreA guide to ball bearings: types, codes, assembly, and maintenance. Everything you need to know to keep your projects...
-
 Comprehensive Overview of Main Belt TypesRead more
Comprehensive Overview of Main Belt TypesRead moreAll belt types in a single catalog. Find the perfect replacement among trapezoidal, synchronous, or ribbed profiles....
-
 Dolmar and Makita: When History Meets the FutureRead more
Dolmar and Makita: When History Meets the FutureRead moreChoosing a Dolmar-Makita electric chainsaw means getting your hands on nearly a century of mechanical innovation....
-
 MMA WELDING by telwinRead more
MMA WELDING by telwinRead moreArc welding with coated electrodes is a manual process where the heat source consists of the electric arc. When the...
-
 The Future of Commerce through InnovationRead more
The Future of Commerce through InnovationRead moreThe world of commerce has changed forever. The crisis of recent years has spared no one, but it has drawn a clear...
-
 How to Choose the Perfect Demolition HammerRead more
How to Choose the Perfect Demolition HammerRead moreChoosing a demolition hammer is not just about the price; it’s about efficiency and safety. Whether you need to chip...
-
 Expertise at Your ServiceRead more
Expertise at Your ServiceRead moreChoosing the right partner for your work tools is not just about price; it’s about trust, reliability, and...
Blog categories
Search in blog

Band Saw Bands
Technical Guide: Bandsaw Blades
Metals and WoodThe bandsaw blade is a continuous cutting tool. Unlike reciprocating saws (which cut only in one direction of motion), the bandsaw ensures constant action, optimizing processing times and reducing mechanical stress.
1. Advantages Over Other Systems
Compared to circular or reciprocating saws, the bandsaw system offers three key benefits:
Cutting Capacity: Handles workpieces with very large sections and thicknesses.
Geometric Versatility: Allows for curved cuts and complex shaping.
Material Efficiency: The thin kerf (blade thickness) minimizes waste (chips), saving valuable material.
2. Geometric and Dimensional Characteristics
Choosing the correct blade depends on balancing four fundamental parameters:
Parameter Function and Influence
- Width Determines stability and maximum feed pressure. The wider the blade, the straighter the cut.
- Thickness Influences flexibility. Must be proportional to the flywheel diameter to prevent fatigue cracking.
- Pitch (TPI) Teeth Per Inch. Determines the finish and chip removal capacity.
- Set (Stradatura) Lateral bending of the teeth; creates the "kerf" to prevent the blade from binding.
Golden Rule: For straight cuts, use the widest blade possible. For curved cuts, the blade width must be less than the minimum radius of the curve.
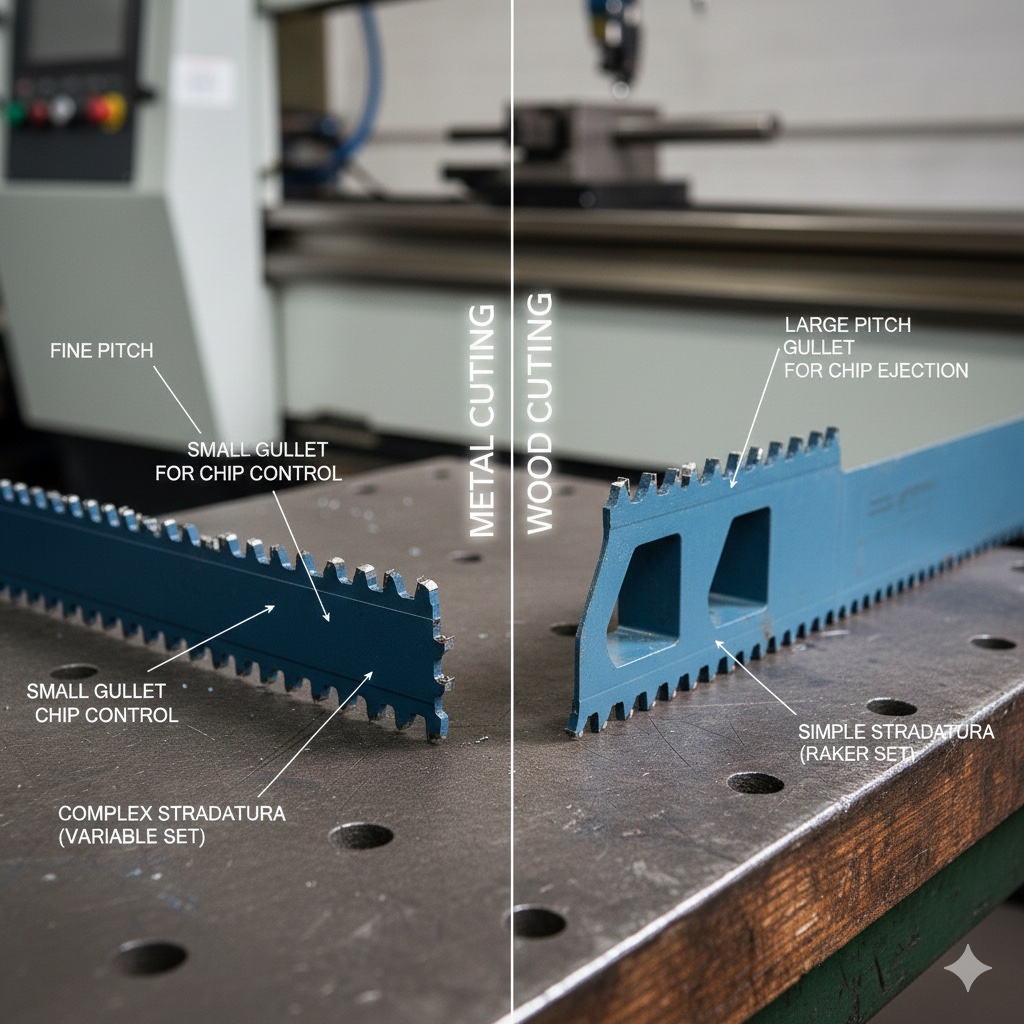
3. Pitch Analysis (Teeth Per Inch - TPI)
Selecting the pitch is the most critical operation and depends on the material type:
Hard/Abrasive Materials: Require a fine pitch (more teeth) to distribute the load over more points.
Soft/Tough Materials: Require a coarse pitch (fewer teeth) to allow large gullets for chip evacuation.
Risks of Incorrect Choice:
Pitch too coarse: The tooth "bites" too much material relative to the thickness, risking immediate tooth breakage. (Minimum 3 teeth must always be engaged).
Pitch too fine: Chips cannot fit in the gullet, causing overheating and potential "welding" of chips to the blade, leading to binding or blade failure.
4. Factors Influencing Operation
To optimize blade life and surface quality:
Finish vs. Speed: A small (fine) pitch produces a smoother surface; a large pitch drastically increases the removal rate.
Coolant/Lubrication: Essential for metal cutting to reduce frictional heat and aid chip removal.
Break-in (Rodaggio): A new blade must always be "broken in" by reducing cutting pressure for the first few minutes to stabilize the cutting edges.
5. Blade Material Types
Carbon Steel: Ideal for wood and soft metals (hobbyist or craft use).
Bi-Metal (M42/M51): Flexible body with High-Speed Steel (HSS) teeth. The industrial standard for metal cutting.
Carbide Tipped (HM): For extremely abrasive materials or exotic alloys.
Technical Deep Dive: Pitch Selection and Management
1. The Golden Rule of Teeth Engagement
Minimum: 3 teeth must always be in contact with the workpiece.
Optimum: 6–12 teeth engaged.
Maximum: 24 teeth (beyond this, gullets are too small for chip evacuation).
Recommended Pitch for Steel and Metals
Material Thickness (mm) Recommended Pitch (TPI)
Notes
- Up to 2 mm 24 - 32 TPI Very fine pitch for thin sheets.
- 2 - 5 mm 14 - 18 TPI Light profiles and thin tubing.
- 5 - 15 mm 8 - 10 TPI Small solids or thick tubing.
- 15 - 30 mm 6 TPI Medium solid bars.
- 30 - 60 mm 4 TPI Large sections, maximizes speed.
- Over 100 mm 2 - 3 TPI Very coarse pitch for large blocks.
2. Constant vs. Variable Pitch
Variable pitch (e.g., 4/6 TPI or 10/14 TPI) is the modern standard for metals.
What it is: Alternating tooth spacing.
Why use it: It drastically reduces vibration and harmonic resonance. Ideal for profiles, tubes, or bundles where the cross-section varies.
3. Tooth Set Geometry
Standard (Raker) Set: One tooth right, one left, one straight. Common for general purpose.
Group Set: Alternating sequences for better finish on hard materials.
Wavy Set: Used on very fine pitch blades for thin sheets to prevent "snagging."
4. The Break-in Process (Crucial for Longevity)
Phase 1: Set correct cutting speed but reduce feed pressure (blade weight) by 50%.
Phase 2: Cut a total surface area of approx. 300-500 cm2 (for metals).
Phase 3: Gradually increase pressure to the standard operating value.
Result: A properly broken-in blade lasts up to 50% longer.
5. Troubleshooting (Symptoms of Failure)
Burnt/Blue Chips: Speed too high or lack of coolant.
Crooked Cut: Blade too narrow, insufficient tension, or worn blade guides.
Stripped Teeth: Pitch too coarse for the thickness or workpiece not clamped securely.
Cutting Speed (Vc) and Feed
1. Cutting Speed Formula
Vc = π⋅D⋅n/1000
Vc : Cutting speed in m/min.
D: Flywheel diameter in mm.
n: Revolutions per minute (RPM).
2. Reference Table
Material Cutting Speed (Vc m/min)
Notes
- Wood (Soft/Hard) 800 – 1500 Very high speeds, requires extraction.
- Aluminum & Alloys 80 – 200 Requires lubrication to prevent "clogging."
- Mild Steel (Fe) 60 – 90 Standard structural steel.
- Stainless Steel 20 – 40 Low speed, high pressure, heavy coolant.
- Cast Iron 30 – 50 Often cut dry or with oil mist.
3. Adjusting the Feed (f)
Thin/Powdery chips: Pressure too low (blade is "rubbing" and glazing).
Thick/Burnt chips: Pressure or speed too high.
Curled and clean chips: The sign of a perfect cut.
4. Role of Coolant (5-10% Emulsion)
Lubricate: Reduces friction.
Evacuate: Carries chips away from the gullets.
Clean: Keeps the tooth gullet clear.
Extra Tip: If your saw lacks an electronic variable speed drive, use the pulleys. The harder the material, the slower the blade should run.
Posted in:
Guides & Tips
Related posts
-
From Hitachi to HiKOKI The Evolution of Power Tools
The Context: Why the change? It all began with a major financial operation in 2017. The multinational Hitachi Ltd....Read more
-
Essential Compendium on Ball Bearings
A guide to ball bearings: types, codes, assembly, and maintenance. Everything you need to know to keep your projects...Read more
-
Comprehensive Overview of Main Belt Types
All belt types in a single catalog. Find the perfect replacement among trapezoidal, synchronous, or ribbed profiles....Read more
-
Dolmar and Makita: When History Meets the Future
Choosing a Dolmar-Makita electric chainsaw means getting your hands on nearly a century of mechanical innovation....Read more
-
MMA WELDING by telwin
Arc welding with coated electrodes is a manual process where the heat source consists of the electric arc. When the...Read more
Leave a comment